



Kennametal's KM4XTM spindle connection
Kennametal’s spindle connection ‘key to metal removal’
, July 28, 2015
Machine builder Fives Cincinnati has found Kennametal’s KM4XTM spindle connection key to achieving new levels of metal removal on industry-leading ‘super-profilers.’
For manufacturers of all sizes and types of aircraft, and their entire supply chain of components and parts suppliers working in difficult-to-machine materials, production delays can mean order cancellations, which will in turn mean shifts to better-equipped builders.
Fives Cincinnati, which has a plant in Hebron producing machining centres, composites fibre-placements systems and multi-spindle Cincinnati profilers is familiar with the issues surrounding aircraft manufacturers.
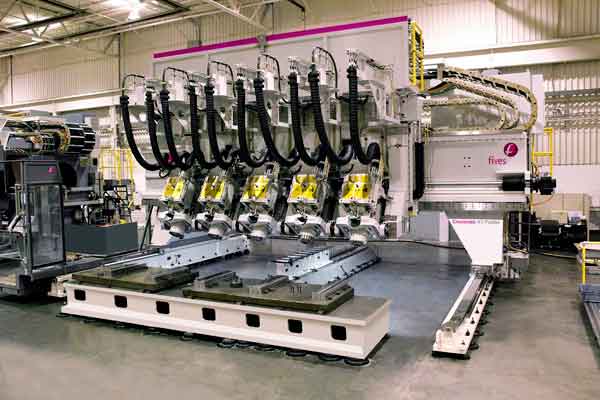
The latest generation of the Cincinnati XTi Profiler is available in three and five-spindle gantry configurations.
Designed for manufacturers that process multiple materials, 7000-rpm spindles can cut aluminum and steel and high-torque (2523 Nm) spindles are available for processing titanium and other hard alloys.
Called ‘the only multi-spindle platform available for titanium roughing,’ the XT sets the MRR (metal-removal rate) record for machining titanium at more than 100 cu inches per minute.
These massive machines, with 4267 mm of X-axis travel (expandable in increments of 3658 mm), 3683 mm in Y, and 711 mm in Z, now are setting new records with optional KM4X100 spindle connections from Kennametal.
Whether profiling on large gantry machines or milling on smaller machining centres, processing tough material like titanium is a constant challenge, said a statement.
Machining hard alloys while adding the pressure of improving production efficiencies means maximising metal removal in the face of low cutting speeds and significant cutting forces.
The tool-spindle connection, the ‘handshake’ between the machine tool and the cutting tool, will determine how much material the machine can remove on a given operation. It is because this interface must withstand high loads and yet maintain its rigidity until tool deflection is too high or the onset of chatter is reached.
Spindles may be able to transmit a considerable amount of torque, but cutting forces also generate bending moments that will exceed the interface’s limits prior to reaching torque limits.
By combining high clamping force and optimised interference levels, Kennametal’s next-generation spindle connection KM4X provides a robust connection, extremely high stiffness, and bending load capacity.
For titanium processors, it means improved performance in machining high-strength alloys and other materials, enabling extremely high metal removal rates and more completed parts per day.
Mark Huston, vice president Kennametal, said: “Remember, typical aero structure components start out as forgings with much of the material being removed to achieve finished part specifications. The ‘buy-to-fly’ ratio - the weight you buy in raw material vs. the weight that flies in finished form can be 4:1, 8:1 or more depending on the component.”
The first-generation Cincinnati profilers achieved an MRR of four cu inches per minute in titanium, due to machine structure and tool-spindle connection limitations. With the XT-generation of Cincinnati profilers and face-contact HSK 125 spindle connections, the MRR increased to 50 cu inches per minute. With the KM4X100, the MRR doubled to 100 cu inches per minute.
Robert Snodgrass, Fives Cincinnati applications engineer, said: “Even at a 100 cu inches per minute, our benchmark testing for the XT profilers using the KM4X were well below the machine’s theoretical limits for bending moment resistance.”
He noted that previous-generation tests employed large CAT60-taper toolholders that, when compared to 50-taper versions are like driving a tank versus an SUV. The KM4X achieved double the metal removal rates versus the 60-taper toolholder. Compared to CAT50, HSK100, or KM4X100 the CAT60 is almost twice the weight.
Meanwhile, Mike Malott, Kennametal senior account manager has highlighted the Fives ‘bobsled cut’ for establishing cutting-tool performance around the industry.
“To truly put a new configuration through its paces, we had to develop an extremely challenging test – truly something for which the tool was not intended,” said Snodgrass.
The result was forcing a tool through a titanium workpiece following a deep and continuous curve, similar to a bobsled track.
“We wanted to max out penetrating depth and torque in a simultaneous-motion cut, all the time subjecting the machine tool and the spindle/cutting tool to extreme forces in every possible way.” - TradeArabia News Service



